
نحوه ساخت رولیک پرسی

رولیک باند آموند
آوریل 23, 2024
تولید غلطک نوار نقاله با قطر سفارشی مشتری
می 17, 2024
نحوه ساخت رولیک پرسی
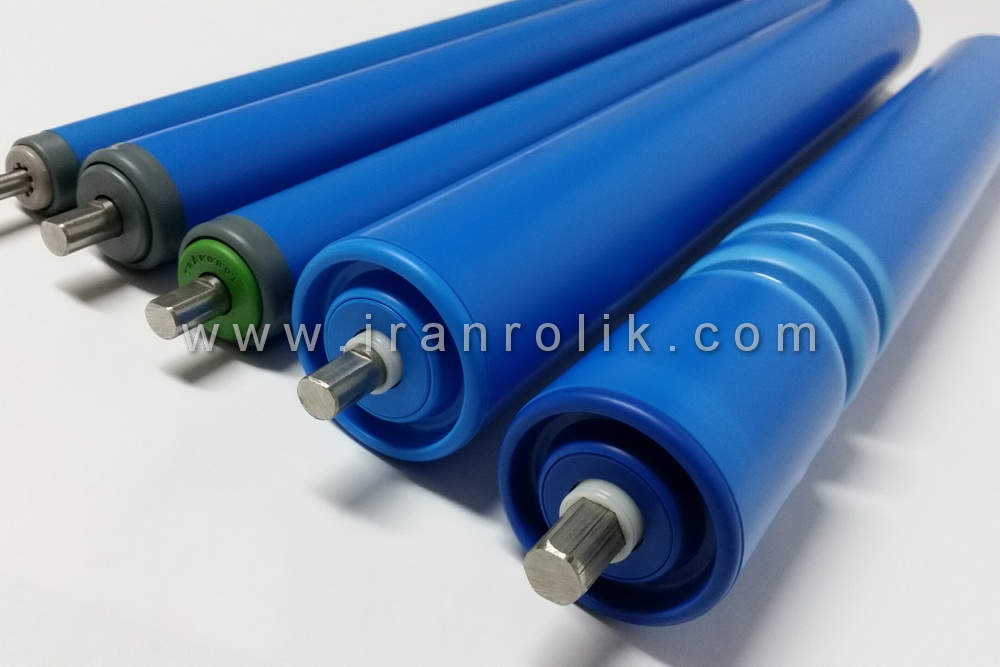
نوار نقاله های رولیکی یا غلتکی شامل مجموعه ای از غلتک ها هستند که در یک قاب قرار می گیرند و اجسام را می توان با دست، گرانش یا قدرت روی آنها حرکت داد. نوار نقالههای غلتکی در صنایع مختلفی از جمله جعبههای حمل و نقل، کارتنها، پالتها، کیسههای پلاستیکی، فلزات، جابجاییهای حساس و بدون دست، تختهها و سینیها استفاده میشوند. رولیک پرسی یکی از انواع غلتک هایی هست که در این نوار نقاله ها استفاده می شود.
رولیک پرسی
اگر هنگام خرید رولیک میزان هزینه مورد توجه باشد با توجه به یاتاقان به کار رفته در رولیک پرسی این گزینه نسبت به سایرین مناسب تر است. از یاتاقان های جدید در رولیک های پرسی استفاده می شود و البته قدرت کاری بیشتر، دوام فنی و عمر طولانی تری دارند.
امروزه رولیک های پرسی یکی از پرکاربردترین ها هستند و می توانند وزن زیادی را در سیستم های حمل و نقل تحمل کنند. این سری از رولیک ها در مدل های 60، 76 و 90 میلی متری یا حتی بیشتر تولید می شوند. رولیک های پرسی یکی از انتخاب های اصلی در صنایع و معادن هستند.
از مزایای چشمگیر رولیک های پرسی این است که به راحتی تمیز می شوند و بنابراین می توان از آنها برای جابجایی مواد غذایی، محصولات دارویی و سایر مواردی که نیاز به استانداردهای بهداشتی دقیق دارند استفاده کرد.

انواع رولیک
مهم ترین نکته ای که در مورد انواع رولیک های نوار نقاله باید دانست این است که این قطعات عمدتاً فلزی بر اساس شکل بدنه، قطر، ضخامت و کاربردشان تقسیم بندی می شوند.
• رولیک پلیمری
• رولیک رفت و برگشتی
• رولیک پرسی
• رولیک های تعویضی
• رولیک های فلزی
نحوه ساخت رولیک پرسی
رولیک ها باید انعطاف پذیر و قابل اعتماد باشند، کاهش اصطکاک بین تسمه نقاله و رولیک ها نقش اساسی در طول عمر تسمه نقاله ایفا می کند.اگرچه رولیک ها بخش کوچکی از تسمه نقاله هستند و ساختار آن ها پیچیده نیست اما، ساختن رولیک های با کیفیت بالا کار آسانی نیست و نحوه ساخت رولیک پرسی فرآیندی بسیار حساس است.
1. مرحله ی پردازش لوله از نحوه ساخت رولیک پرسی
لوله های بازرسی شده به دستگاه پردازش اتوماتیک لوله وارد می شوند. پس از برش خوردن لوله، استاپ دو طرفه سوراخ می شود و گاز پرفشار تراشه های آهن و ناخالصی های داخل لوله را پاک می کند.
پردازش پوسته رولیک ( هر دو سطح داخلی و خارجی پوسته) و قسمت داخلی مربوط به مجموعه صندلی بلبرینگ با دقت بالا انجام می شود.

2. مرحله ی جوشکاری، مونتاژ و بازرسی غلتک از نحوه ساخت رولیک پرسی
در این مرحله مونتاژ به صورت مستقیم، شفت تغذیه و یاتاقان فشار داده میشود. محور رول به عنوان مرجع، و مستقیماً با قطر بیرونی بدنه لوله قرار می گیرد و جوش داده میشود، این کار دقت شفت و دقت فیکسچر ابزار را تضمین می کند و خطای انباشته شده ناشی از نحوه مونتاژ چند قسمت را از بین می برد.
پس از جوشکاری، گریس تزریق می شود، مهر و موم به داخل فشرده می شود و حلقه گیره مونتاژ می شود. تمام فرآیندهای مونتاژ فوق توسط خط مونتاژ تکمیل می شود و آزمایش خروجی شعاعی و مقاومت چرخشی رولیک ها توسط خط آزمایش تکمیل می شود.
رولیک های آزمایش شده با دقت بالا، استرس داخلی کم، مقاومت چرخشی کم و کیفیت پایدار انتخاب می شوند و به طور موثر از خطا و بی ثباتی ناشی از عملیات دستی جلوگیری میشود و عمر مفید رولیک ها بهبود می یابد.
3. مرحله ی آماده سازی شفت از نحوه ساخت رولیک پرسی
در این مرحله با ماشینکاری یا آسیاب کردن دو صندلی یاتاقان در هر دو انتهای رولیک، قطر شفت با تحمل چند میکرون تولید و انتهای محور غلتکی با دقت بسیار بالا برای مطابقت با قطر داخلی مورد نیاز سوراخ، آماده میشود.
به طور مشابه، آستین های توخالی داخل دو سنبه مرکزی متضاد قالب سر جوش جدید طراحی شده بسیار دقیق تراشیده شده اند تا قطر داخلی بسیار دقیقی تولید کنند. این قطر داخلی همچنین دارای تحمل مناسب قطر خارجی چند میکرون به دو انتهای آماده شده محور رول است. علاوه بر این، دو محور مرکزی، دو سنبه مرکزی، متضاد با یکدیگر در حول محور مرکزی هنگام راهاندازی جوشکار کاملاً در یک راستا قرار میگیرند.

4. مرحله ی نورد سرد و پرس از نحوه ساخت رولیک پرسی
نوار نورد سرد توسط سیستم سرو اتوماتیک وارد خط می شود و با استفاده از 8 پرس به طور پیوسته فشرده و شکل می گیرد. هر پرس توسط دستکاری های متحرک به هم متصل می شود تا از ظرفیت تولید کارآمد و پایدار اطمینان حاصل شود.
با محدود کردن سرعت مهر زنی، نیروی مهر زنی، مصرف گریس و سایر شاخص ها برای به حداکثر رساندن کنترل کاهش ضخامت صفحه در طول فرآیند کلندری، الزامات استحکام صندلی بلبرینگ تضمین می شود.
5. مرحله ی پردازش صندلی بلبرینگ از نحوه ساخت رولیک پرسی
محفظه یاتاقان که توسط مهر زنی به پایان رسیده است باید توسط ماشین پردازش به خوبی تنظیم شود تا دقت لبه بیرونی آن بهبود یابد. پس از چرخش دقیق، صندلی بلبرینگ به طور خودکار به همراه بلبرینگ تغذیه به عنوان یک مجموعه فشرده شده و به خط مونتاژ منتقل می شود. این مرحله تنش داخلی و تغییر شکل حرارتی جوش را که در مجموعه ایجاد میشود، کاهش میدهد.
6. مرحله ی ماشینکاری شفت از نحوه ساخت رولیک پرسی
فولاد گرد سرد کشیده با دقت سطح بالا به عنوان ماده شفت استفاده می شود. مواد شفت به طول تنظیم شده بریده می شود، به موقعیت گیره تغذیه می شود و سپس سوراخ مرکزی پانچ می شود و شیار حلقه گیره چرخانده می شود. کل فرآیند به طور خودکار در همان ایستگاه تکمیل می شود تا خطای انباشته ناشی از بستن چندگانه خیلی زیاد نباشد. این تجهیزات از روش موقعیت یابی نقطه ای و پردازش چند نقطه ای برای تولید استفاده می کنند که از خطای انباشته ناشی از گیره های متعدد جلوگیری شود.

7. مرحله ی کارشناسی نهایی و اسپری رنگ از نحوه ساخت رولیک پرسی
پس از عملیات سطحی مانند حذف خاکستر و حذف روغن، رولیک های واجد شرایط شناسایی شده وارد دستگاه تولید الکترواستاتیک و کانال رنگ آمیزی اسپری می شوند. پوشش سطح توسط خط پاشش و خشک کردن الکترواستاتیک متشکل از تجهیزات خشک کردن تکمیل می شود. رنگ مورد استفاده برای رولیک ها با اجزای ضد زنگ اضافه می شود و لایه رنگ تشکیل شده پس از خشک شدن سخت میشود.
این روکش ها در برابر آب، روغن و اسید مقاوم بوده و چسبندگی قوی دارند همچنین از نظر ظاهری زیبا و نفیس هستند که همین امر استفاده از رولیک های پرسی را برای شرایط کاری مختلف مناسب میکند.
اهمیت نحوه ساخت رولیک پرسی
از زمان معرفی مفهوم خط تولید در اوایل قرن بیستم، نوار نقاله های غلتکی بخشی ضروری از فرآیندهای کارخانه و انبار بوده است. این نوار نقاله ها امکان جابجایی سریع مقادیر زیادی از کالاها را فراهم می کنند و کل عملیات را بدون نیاز به تعداد زیادی عامل که سودآوری را کاهش می دهد کارآمدتر می کنند. هر عملیات مدرنی که نیاز به جابجایی اقلام سریع و پیوسته داشته باشد، به سیستم نوار نقاله ای بستگی دارد که به خوبی کار می کند.
این موضوع به قابل اعتماد بودن قطعات بستگی دارد و اصلی ترین آنها خود غلتک ها هستند که سیستم را به حرکت در می آورند. بنابراین فرآیند و نحوه ساخت رولیک پرسی از اهمیت بالایی برخوردار است.